 English
English
Página inicial / Produto / Série CKX - Máquina de torneamento e fresagem de fuso duplo personalizável
-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367

Produto
Série CKX - Máquina de torneamento e fresagem de fuso duplo personalizável





- DESCRIÇÃO
- PARÂMETROS TÉCNICOS
- ENTRE EM CONTATO CONOSCO
PARÂMETROS TÉCNICOS
 | Introdução básica |
| Cabeça do fuso/valor de torque | 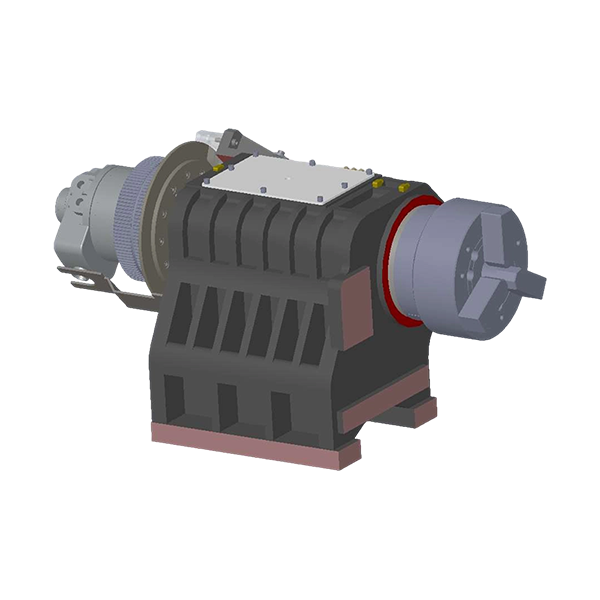 |
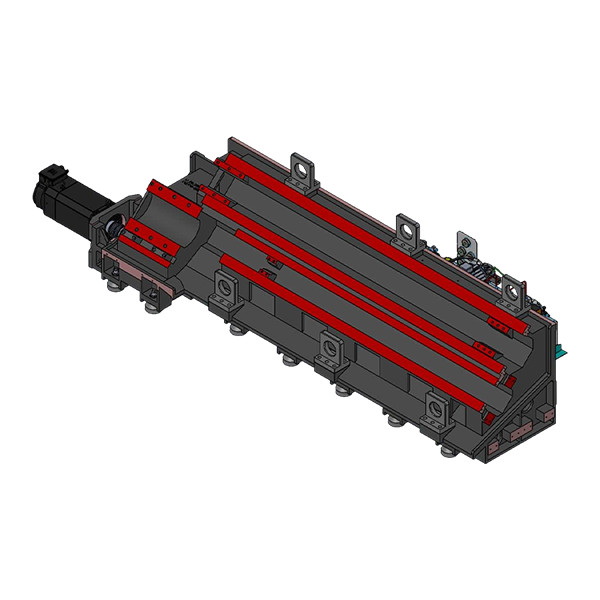
 | Triste dle ·O eixo Y adota um layout de guia duplo endurecido, que aumenta a extensão efetiva e fornece rigidez ideal para alimentação de corte. |
| Compensação para eixo Y ·O eixo X adota uma configuração de trilho duplo, o que aumenta a extensão efetiva e fornece rigidez ideal para o avanço de corte. |  |
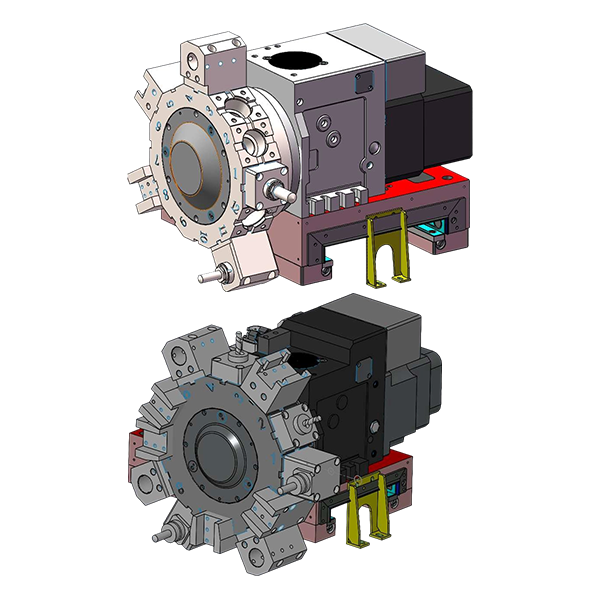 | Poder Torreta CKX750 |
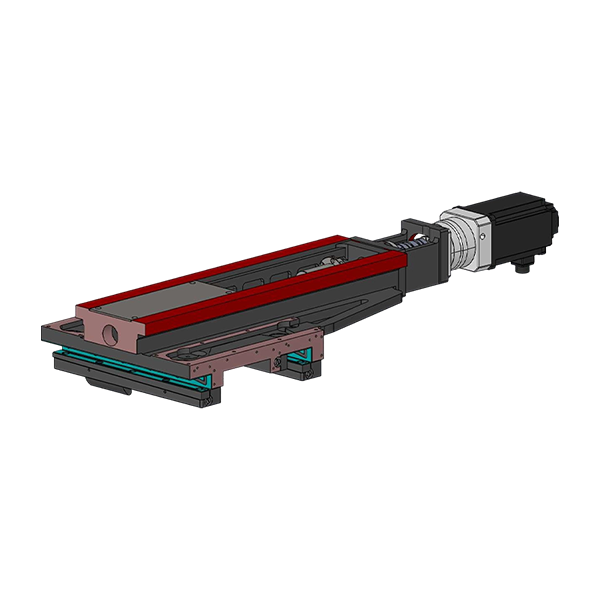
| Contraponto O eixo W adota um layout de guia duplo endurecido, que aumenta a extensão efetiva e fornece rigidez de alimentação ideal. | 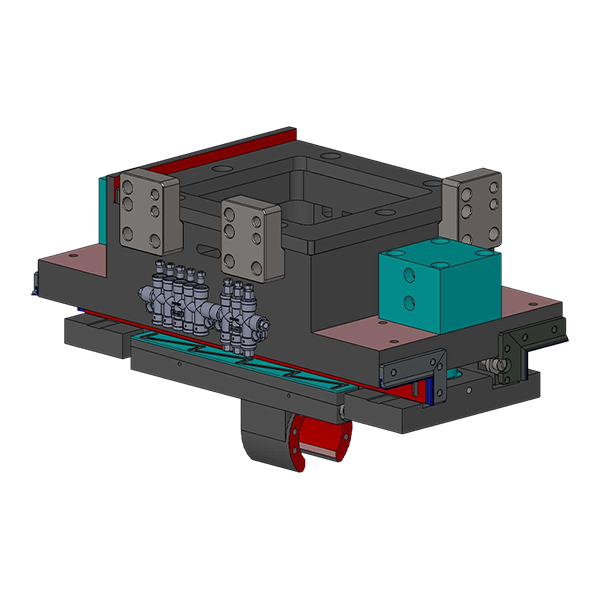 |
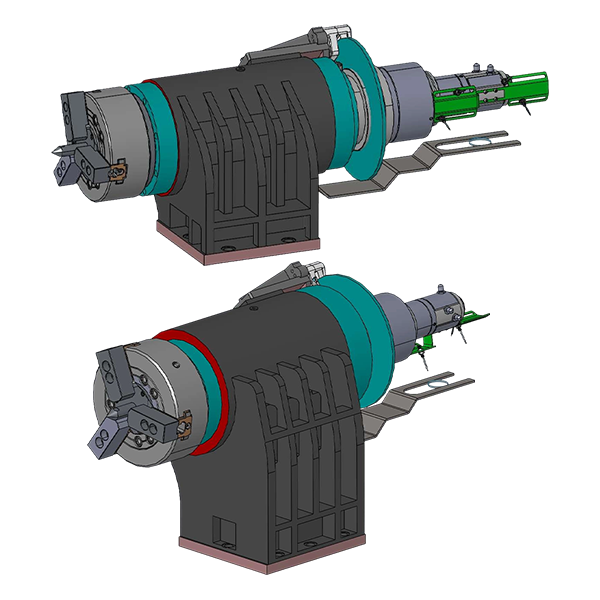 | Fuso Elétrico CKX750 |
| Centro Descanse | 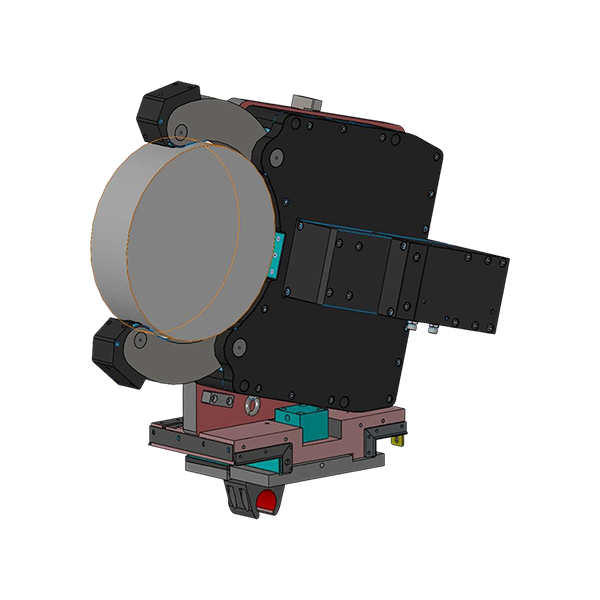 |


SOBRE NÓS
Dedicado exclusivamente ao aperfeiçoamento da tecnologia de torneamento-fresamento
, fundada em 2015, opera como uma empresa integrada de fabricação e comércio, cuidando de tudo, desde P&D e produção até vendas e serviços. Equipados com instalações de usinagem avançadas, como centros de usinagem de pórtico CNC, retificadoras de superfície e retificadoras de guia, mantemos um rigoroso controle de qualidade em todo o processo de produção - desde a fundição e montagem até a venda de máquinas acabadas e suporte pós-venda. Nossas máquinas-ferramentas são amplamente reconhecidas por seu design inovador, desempenho confiável, alta precisão, excelente custo-benefício e serviço abrangente.
-
0
 Estabelecer em
Estabelecer em
-
0+
 Área de Construção
Área de Construção
-
0+
 Funcionários
Funcionários
-
0+
 País de exportação
País de exportação

CERTIFICAÇÃO HONORÁRIA
CERTIFICADO




Preste atenção às nossas últimas notícias e exposições
 Ver todas as notícias
Ver todas as notícias
Notícias e insights
-
 Notícias da indústria
Notícias da indústria -
Notícias da indústria
-
Notícias da indústria
-
Notícias da indústria
CONHECIMENTO DA INDÚSTRIA
Quando o composto Turn-Mill realmente supera o “torno fresador”
Um usinagem eficiente, torno-fresador, máquina-ferramenta composta mostra sua vantagem quando uma peça precisa de múltiplas conversões de dados (torneamento, fresamento, furação, rosqueamento, recursos descentralizados, furos angulares) e a cadeia de tolerância é estreita. Se você mover uma peça entre máquinas, cada nova fixação adicionará erros, além do “custo oculto” de tempo de configuração e inspeção durante o processo.
- Peças com características prismáticas coaxiais: uma fixação preserva melhor a concentricidade e a posição verdadeira.
- Lotes médios com trocas frequentes: menos fixações e menos deslocamentos reduzem o tempo sem corte.
- Peças de alto valor: o risco de sucata diminui quando o processo é consolidado e monitorado em um único sistema de controle.
Em nossa própria linha, mantemos a P&D e a melhoria de processos focadas em uma coisa – tecnologia composta de torneamento-fresamento – para que a velocidade de iteração permaneça alta e a plataforma se torne mais maduro com taxas de falha mais baixas ao longo do tempo.
Estratégia de Datum: Como Proteger a Concentricidade e a Posição Verdadeira
Em um compósito para torneamento e fresamento, seu maior ganho de precisão geralmente vem do planejamento de referência, em vez de buscar especificações em nível de mícron. O objetivo é manter as superfícies funcionais referenciadas a um conjunto de dados estável em todas as operações.
Regras práticas que reduzem o acúmulo de tolerâncias
- Gire primeiro o diâmetro de localização primário e a face e, em seguida, frese as operações que fazem referência a essas superfícies.
- Use apalpação para “fechar o ciclo” após o desbaste, antes de finalizar padrões críticos.
- Umvoid re-clamping unless necessary; if required, re-establish datum using in-spindle probe and dedicated locating features.
- Mantenha os percursos da ferramenta consistentes com seu GD&T: faça o acabamento das superfícies que determinam a tolerância por último para minimizar os efeitos de deformação.
Um common buyer mistake is “spec shopping” while ignoring datum discipline. In real production, continuidade de dados de configuração única geralmente é a alavanca maior.
Eixo B versus fresamento fixo: o que você ganha, o que você deve controlar
Umdding a B-axis (or equivalent multi-axis milling capability) expands the feature envelope—angled faces, compound holes, freeform milling—without secondary setups. The tradeoff is that calibration and process discipline matter more.
| Capacidade | Aplicações mais adequadas | Ponto de controle principal |
|---|---|---|
| Fresamento de ângulo fixo | Slots, planos, círculos de parafusos | Estabilidade de deslocamento do fuso para a obra |
| Fresamento de eixo B/multieixos | Umngled holes, impellers, complex faces | Calibração do eixo rotativo verificação de sonda |
Se suas peças são principalmente fresadas 2,5D em material torneado, talvez você não precise de multieixos completos. Mas se você fizer isso, certifique-se de que o fabricante tenha um método de calibração comprovado e suporte rotinas de verificação – é aqui que um fabricante focado em P&D pode tornar a experiência de propriedade mais tranquila.
Controle de cavacos: o determinante oculto do tempo de atividade na usinagem de compósitos
O corte composto por torneamento e fresamento cria tipos mistos de cavacos: cavacos de torneamento longos, cavacos de fresamento quebrados e cavacos de perfuração fibrosos. O escoamento de cavacos não é cosmético – ele afeta o acabamento superficial, a vida útil da ferramenta, os alarmes de carga do fuso e até mesmo o desgaste do eixo se os cavacos recircularem.
O que incluir no processo
- Use geometrias de quebra-cavacos para torneamento; não “force” a quebra dos cavacos por alimentação excessiva se isso prejudicar o acabamento.
- Sequencie as operações para que o torneamento pesado não enterre recursos delicados de fresamento sob os cavacos.
- A refrigeração de alta pressão é mais valiosa para furações profundas, cortes e materiais pegajosos.
- Observe o acúmulo de cavacos ao redor do subfuso/área de retenção secundária; é uma fonte frequente de tempo de inatividade inesperado.
Ao avaliar máquinas, pergunte sobre o projeto de evacuação de cavacos e a facilidade de manutenção. Em lojas reais, a estabilidade do chip geralmente é igual à estabilidade da produção .
Comportamento térmico: por que acontece “Bom dia, tarde ruim”
As máquinas compostas concentram mais fontes de calor em um único gabinete: fuso principal, fuso de fresamento, servos, fusos esféricos e, muitas vezes, um segundo fuso. À medida que a temperatura muda, também aumentam os pontos centrais da ferramenta e o crescimento do fuso – especialmente perceptível em peças longas ou furos profundos.
Táticas de chão de fábrica para estabilizar a precisão
- Aqueça usando velocidades representativas do fuso e movimento do eixo, não apenas em marcha lenta.
- Finalize diâmetros/furos críticos depois que a máquina atingir um estado térmico estável.
- Use apalpação para compensar: meça um recurso de referência e corrija os deslocamentos antes dos passes finais.
- Se sua tolerância for restrita, padronize a temperatura do líquido refrigerante e mantenha as portas do gabinete fechadas durante o acabamento.
A lição prática: a repetibilidade vem da consistência térmica mais do que verificações geométricas únicas.
Gerenciamento de ferramentas: como evitar colisões e reduzir o tempo sem corte
Como os sistemas de ferramentas de torneamento e fresamento compartilham o mesmo envelope de trabalho, o gerenciamento de ferramentas é tanto uma alavanca de produtividade quanto um requisito de segurança. As colisões geralmente resultam de alterações negligenciadas no comprimento da ferramenta, deslocamentos de trabalho mal definidos ou convenções de coordenadas mistas entre os ciclos de torneamento e fresamento.
Controles de processo que valem a pena padronizar
- Manter um usinagem eficiente, torno-fresador, máquina-ferramenta composta biblioteca com comprimentos de medição verificados e limites de stick-out; bloquear edições atrás de permissões.
- Use a medição na máquina do predefinidor de ferramenta sempre que possível para detectar desvios de deslocamento antecipadamente.
- Padronizar planos seguros para operações de torneamento e fresamento; evite “planos seguros personalizados” por programador.
- Introduzir um protocolo de simulação para novos programas: avanço reduzido, bloco único e foco de verificação de colisão próximo ao mandril/mandíbulas.
É também por isso que mantemos peças de reposição e suporte técnico dedicados a um tipo de máquina: resposta rápida é mais significativo quando você está tentando proteger o tempo de atividade.
Escolhas de fixação que fazem ou quebram a usinagem de compósitos
No trabalho composto de torno-fresamento, o mandril e as mandíbulas fazem mais do que apenas segurar: eles definem o ponto de referência, influenciam a circularidade e determinam se as operações de transferência são estáveis. A fixação excessiva pode deformar peças de paredes finas; a fixação insuficiente causa microdeslizamento que prejudica o acabamento da superfície e a precisão do posicionamento.
Cenários comuns e práticas recomendadas
- Tubos/anéis finos: utilizam mandíbulas macias furadas com a mesma força de fixação utilizada na produção; terminar IDs críticos depois que o estresse estiver estabilizado.
- Eixos longos: utilizar contraponto/suporte ou soluções estáveis; priorize o controle de vibração antes de aumentar a velocidade.
- Transferir para o subfuso: adicione um recurso de localização (piloto/ombro) para que a segunda alça faça referência a uma superfície conhecida.
- Fresamento de alto torque em material torneado: verifique o serrilhado da mandíbula e o padrão de contato; o mau contato é uma fonte silenciosa de conversa.
Se você deseja uma avaliação rápida: primeiro melhore a fixação e depois ajuste os parâmetros – as alterações na fixação podem proporcionar melhoria imediata do rendimento .
é especializado em
serviços de pesquisa e desenvolvimento, fabricação e vendas em máquinas-ferramenta
indústria. Máquina de torneamento e fresagem CNC personalizada e Fábrica de centro composto de torneamento e fresamento CNC.
Equipe experiente e especialistas estão sempre disponíveis para lhe fornecer
orientação profissional e soluções para problemas técnicos.
Produto
Por que nós
Links rápidos
Direitos autorais © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

